

We’re here to help
Let us help you
Chalmers DST (Dynamic Stiffness Tester)


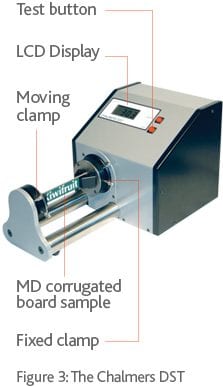
The Chalmers DST (Dynamic Stiffness Tester) measures the MD torsional stiffness of corrugated board by a natural oscillation technique which was patented by Korutest in 2005. Using this method the board is subjected to a displacement and allowed to oscillate freely.
The frequency of this oscillation is directly proportional to the torsional stiffness of the sample. The stiffer the sample, the higher the frequency.
The corrugated board sample is cut 25 mm wide along the machine direction (across the flutes) and 148 mm in the cross machine direction. The sample is placed in the self centering clamps and the Test button pressed. After four oscillations the result is displayed on the LCD screen. A USB port allows direct coupling to a computer for data collection.
A knife guide made from a 6mm thick steel plate with a handle is supplied with the DST. This guide allows the use of a Stanley type knife to cut samples on the spot. A blade thinner than 0.45 mm (Stanley 1991) is required for the cutter. Some customers use modified Billerud ECT cutters, single blade slicing type cutters, laser or even X-Y plotter type sample cutting tables.
The DST can be used right next to the machine providing real time data to the operators. This data can also be captured and directed to a mill-wide MIS system. As well as having a dedicated DST to monitor corrugated grade changes, many of our customers have placed their second DST on a trolley so that the tester can be easily moved around the plant – taking readings from different converting machines, ensuring quality at every stage of the production process.

The DST is supplied with a USB cable and device recognition software. Free Windows HyperTerminal software can be used for downloading data or if that is not available we recommend WinWedge a reasonably priced piece of software from TalTech.com. WinWedge allows you to enter results directly into an Excel spreadsheet.
Every corrugated box made without monitoring MDTS is probably made with less than 70% of its potential structural strength. To ensure performance in the service environment the box will be made with much heavier components than necessary. The extra weight of components will be costing your company a lot of money, typically 15% extra in paperboard costs.
The Chalmers Dynamic Stiffness Tester (DST) measures the torsional stiffness of corrugated board by determining the natural angular frequency of a 6” x 1” md sample (MDTS) when it is rotated with an inertial mass attached. This frequency is directly proportional to torsional stiffness.
Torsional stiffness tells the corrugated board producer how well the flutes have been made then later how much crush the flutes have sustained during conversion. MDTS is also the initial failure to occur in a stacking situation. MDTS failure leads to bending stiffness failure which leads to panel bulge, which leads to compression failure, which leads to panel collapse then box collapse. MDTS also tells you how well you made your corrugated board, not so much how well your paperboard supplier did his job.
Corrugated board is an engineered structure and the flutes are the bracing elements in the structure that keep the liners apart and from moving relative to each other so when the board is in a box the paperboard can resist buckling and compression forces. If the flutes are well made and not crushed then within the realms of the material used, every other performance property of the board will be maximized.
Medium fibre quality, bonding, grammage, md compressive strength, formation, uniformity, conformability, moisture, coefficient of friction, fracture, thinning, gluing; fluting roll size, profile, temperature, smoothness, velocity, and wear.
There is no direct relationship because MDTS is an elastic property while the other properties are failure properties. There will be a relationship through grammage. MDTS is better related to Bending Stiffness because that is an elastic property as well.
ECT, BCT and FCT are failure tests and these tests are short time tests. With failure (or yield) tests, the faster you do the test, the higher the result. They in fact tell you how strong the board is, not how weak it is. That is why we have to apply safety factors. A dead-load stacking test conducted over several weeks in cyclic humidity is probably the best measure of the stacking performance of a box, but this is very expensive and time consuming and rarely performed. Stacking tests include a time related material creep component which significantly reduces the boxes failure strength. MDTS measures the stiffness strength of the structure and if this is maximized all the other performance properties of the board will be maximized as well. The MDTS expressed as a percentage of what it should be (model result) can be regarded as a DEGRADATION factor.
In a study completed in 2006 it was found that MDTS is inversely related to a boxes safety factor. The study looked at the Cyclic humidity stacking performance of a series of boxes made from identical material but crushed to different levels. The actual safety factors found varied from 4.5 for uncrushed board to 5.7 for board crushed to 58% of the original MDTS.
In a corrugated box the medium is typically the weakest link in the board’s performance. Material creep produced by compressive forces in a stacking situation has a major effect on the flutes compared to the liners. Poorly formed and/or crushed flutes (reduced shear strength of the core) are particularly susceptible to compressive stresses which amplify material creep in the flutes and produces premature bending of the panels. Which leads to premature box collapse.
The first things you will see will be how badly you are crushing your board during printing. After fixing this problem your customer complaints will be reduced significantly. You may also see how badly worn your corrugating rolls are and how much damage you do while sheeting.
By using the Chalmers DST to maximize the MDTS of your board you will end up with a much stiffer board that performs so well that you can take the grammage of your liners down at least one or two grades.
Right now we have over 200 DSTs being used around the globe but mostly in Europe and Australasia. The Europeans are leading the light-weighting technological thrust and need to know if they are maximizing their flute properties.
Apart from the cost of the Chalmers DST you will need to employ a technician on a temporary basis (say two months) to benchmark your process to set the benchmark to progress from. Once you have this data you will need to improve your equipment settings and maintenance to reach the stage of proper process control. After that you can start to make money by significantly reducing raw material costs.
You may also be interested in

Crush Tester ECT, RCT, FCT, CCT, PAT, CMT
Price on quotation
Find Out More
MINI-VAL Box Compression Testing Machine (BCT) – 10 kN
Price on quotation
Find Out More
Crease and Board Stiffness Tester CBT1
Price on quotation
Find Out More
4-Point Bending Stiffness Tester ISO 5628 / DIN 53121
Price on quotation
Find Out MoreLet us help you